An optical sorter is a highly sophisticated machine designed to automatically sort materials based on their visual characteristics, such as color, shape, size, and texture. Using advanced vision systems, cameras, and sensors, optical sorters can detect subtle differences in products, making them an essential tool for industries like food processing, recycling, and mining, where accuracy and efficiency are critical.
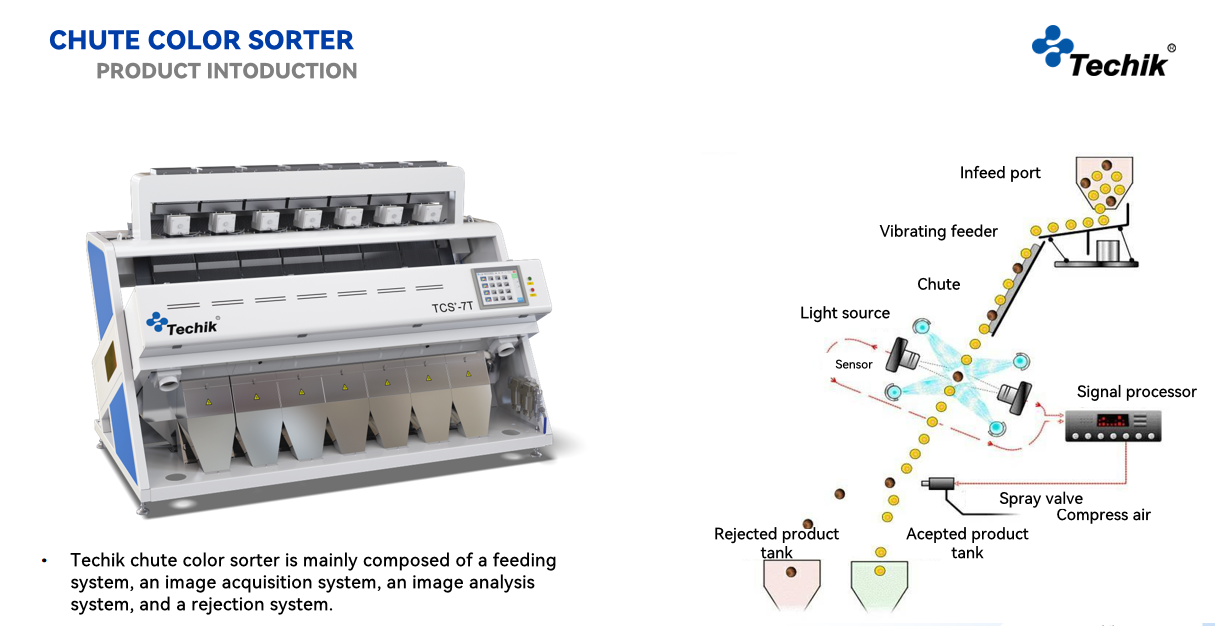
The process begins when materials pass along a conveyor belt under the watchful eye of high-resolution cameras or sensors. These cameras capture detailed images of each item as it moves, and specialized software analyzes the data in real time. The optical sorter then compares the images to predefined criteria, such as color, shape, or surface defects. If an item does not meet the required standards—such as a foreign object in food products or a damaged piece of material—the system activates a sorting mechanism, typically an air jet or mechanical arm, to remove the unwanted item from the line.
In the food processing industry, optical sorters are invaluable for ensuring product quality and safety. They are used to sort items such as grains, nuts, vegetables, and fruits, efficiently removing contaminants, damaged products, or foreign objects that could pose a risk to consumers. By automating the sorting process, optical sorters significantly reduce the need for manual labor while increasing throughput and accuracy, making them an indispensable tool for manufacturers looking to improve efficiency and maintain product integrity.
Techik, a leading innovator in food safety and inspection solutions, offers cutting-edge optical sorters that cater to the evolving needs of various industries. With a strong focus on precision and reliability, Techik’s optical sorters utilize advanced multi-spectral imaging and sorting technology to ensure that each product meets the highest standards. Whether detecting foreign objects in raw ingredients or sorting processed food products, Techik’s optical sorting systems provide businesses with a powerful tool to enhance quality control while minimizing waste and human error.
The benefits of optical sorting technology are clear: increased productivity, reduced costs, and improved product quality. With Techik’s state-of-the-art solutions, companies can streamline their sorting processes, boost operational efficiency, and deliver safer, higher-quality products to the market. As industries continue to demand faster and more precise sorting solutions, optical sorters like those offered by Techik are becoming an integral part of modern manufacturing processes.
Post time: Jan-23-2025